프레싱이라고도 하는 스탬핑은 평평한 판금을 코일 또는 블랭크 형태로 스탬핑 프레스에 넣는 것을 포함합니다. 프레스에서 도구와 다이 표면은 금속을 원하는 모양으로 형성합니다. 펀칭, 블랭킹, 벤딩, 코이닝, 엠보싱 및 플랜징은 모두 금속을 성형하는 데 사용되는 스탬핑 기술입니다.
금속 스탬핑의 종류
금속 스탬핑 기술에는 프로그레시브, 포슬라이드 및 딥 드로우의 세 가지 주요 유형이 있습니다.
프로그레시브 다이 스탬핑
프로그레시브 다이 스탬핑은 각각 고유한 기능을 가진 여러 스테이션을 특징으로 합니다.
첫째, 스트립 금속은 프로그레시브 스탬핑 프레스를 통해 공급됩니다. 스트립은 코일에서 다이 프레스로 꾸준히 펼쳐지며, 여기서 공구의 각 스테이션은 서로 다른 절단, 펀치 또는 굽힘을 수행합니다. 각 연속 스테이션의 작업은 이전 스테이션의 작업에 추가되어 완성된 부품이 됩니다.
제조업체는 단일 프레스에서 도구를 반복적으로 변경하거나 여러 프레스를 점유해야 할 수 있으며 각 프레스는 완성된 부품에 필요한 하나의 작업을 수행합니다. 여러 대의 프레스를 사용하더라도 부품을 진정으로 완성하려면 보조 가공 서비스가 필요한 경우가 많았습니다. 이러한 이유로 프로그레시브 다이 스탬핑은 복잡한 형상을 가진 금속 부품이 다음을 충족하는 데 이상적인 솔루션입니다.
4슬라이드 스탬핑
Fourslide 또는 다중 슬라이드에는 수평 정렬과 4개의 서로 다른 슬라이드가 포함됩니다. 즉, 공작물을 성형하기 위해 4개의 도구가 동시에 사용됩니다. 이 프로세스를 통해 복잡한 절단과 복잡한 굽힘이 가능하여 가장 복잡한 부품도 개발할 수 있습니다.
Fourslide 금속 스탬핑은 전통적인 프레스 스탬핑에 비해 여러 가지 장점을 제공하여 많은 응용 분야에 이상적인 선택입니다. 이러한 이점 중 일부는 다음과 같습니다.
이름에서 알 수 있듯이 fourslide에는 4개의 슬라이드가 있습니다. 즉, 슬라이드당 하나씩 최대 4개의 다른 도구를 사용하여 동시에 여러 구부리기를 수행할 수 있습니다. 재료가 4슬라이드로 공급되면 도구가 장착된 각 샤프트에 의해 연속적으로 빠르게 구부러집니다.
딥 드로우 스탬핑
딥 드로잉은 판금 블랭크를 펀치를 통해 다이로 끌어당겨 모양을 만드는 작업을 포함합니다. 이 방법은 드로잉된 부품의 깊이가 직경을 초과할 때 "딥 드로잉"이라고 합니다. 이러한 유형의 성형은 여러 시리즈의 직경이 필요한 구성 요소를 만드는 데 이상적이며 일반적으로 더 많은 원자재를 사용해야 하는 선삭 공정에 대한 비용 효율적인 대안입니다. 딥 드로잉으로 만든 일반적인 응용 프로그램 및 제품은 다음과 같습니다.
단기 스탬핑
단기 금속 스탬핑은 최소한의 선행 툴링 비용이 필요하며 프로토타입 또는 소규모 프로젝트에 이상적인 솔루션이 될 수 있습니다. 블랭크가 생성된 후 제조업체는 맞춤형 툴링 구성 요소와 다이 인서트의 조합을 사용하여 부품을 구부리거나 펀칭하거나 드릴합니다. 맞춤형 성형 작업과 더 작은 실행 크기로 인해 개당 비용이 더 높아질 수 있지만 툴링 비용이 없기 때문에 많은 프로젝트, 특히 빠른 처리가 필요한 프로젝트에서 단기 실행을 더 비용 효율적으로 만들 수 있습니다.
금속 스탬핑 설계 프로세스
금속 스탬핑은 블랭킹, 펀칭, 벤딩, 피어싱 등 다양한 금속 성형 공정을 포함할 수 있는 복잡한 공정입니다. 블랭킹(Blanking) : 제품의 대략적인 윤곽이나 형태를 재단하는 공정입니다. 이 단계는 부품 비용을 높이고 리드 타임을 연장할 수 있는 버를 최소화하고 방지하는 것입니다. 이 단계에서는 구멍 직경, 형상/테이퍼, 가장자리와 구멍 사이의 간격을 결정하고 첫 번째 피어싱을 삽입합니다.
벤딩: 스탬핑 금속 부품에 굽힘을 설계할 때 충분한 재료를 허용하는 것이 중요합니다. 굽힘을 수행하기에 충분한 재료가 있도록 부품과 블랭크를 설계해야 합니다. 기억해야 할 몇 가지 중요한 요소:
구멍에 너무 가깝게 구부리면 변형될 수 있습니다.
노치와 탭, 슬롯은 재료 두께의 최소 1.5배 너비로 설계해야 합니다. 더 작게 만들면 펀치에 가해지는 힘으로 인해 만들기가 어려워 펀치가 부러질 수 있습니다.
블랭크 설계의 모든 모서리에는 재료 두께의 절반 이상인 반경이 있어야 합니다.
버의 인스턴스와 심각도를 최소화하려면 가능하면 날카로운 모서리와 복잡한 컷아웃을 피하십시오. 이러한 요인을 피할 수 없는 경우 스탬핑 중에 고려할 수 있도록 디자인에 버 방향을 기록해 두십시오.
주화: 이 동작은 스탬핑된 금속 부품의 가장자리를 두드려 버를 평평하게 하거나 부러뜨리는 것입니다. 이렇게 하면 부품 지오메트리의 코이닝된 영역에서 훨씬 더 매끄러운 가장자리를 만들 수 있습니다. 이것은 또한 부품의 국부적인 영역에 추가 강도를 추가할 수 있으며 디버링 및 연삭과 같은 2차 프로세스를 방지하는 데 활용할 수 있습니다. 기억해야 할 몇 가지 중요한 요소:


Stamping processing is a commonly used processing method, which is mainly used for processing metal and non-metal sheet metal parts. Stamping processing is generally carried out at room temperature, so it can also be called cold stamping.
더 알아보기
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
더 알아보기
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
더 알아보기
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
더 알아보기
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
더 알아보기
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
더 알아보기
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
더 알아보기
Stamping is a method of forming and processing workpieces (stamping parts) of required shape and size by applying external force to plates, strips, pipes and profiles by presses and molds to cause plastic deformation or separation. Compared with castings and forgings, stamping parts have the characteristics of thinness, uniformity, lightness and strength. Stamping can produce workpieces with ribs, ribs, undulations or flanges that are difficult to manufacture by other methods to increase their rigidity.
더 알아보기
판금 스탬핑은 스탬핑 다이를 이용하여 유압식 또는 기계식 프레스를 통해 금속 시트, 금속 파이프, 금속 막대 등 다양한 재료에 외부 압력을 가하여 금속 재료를 변형 및 분리하고 제품 디자인을 얻는 것입니다. 금형 캐비티에 맞는 구조. 생산 방법.
더 알아보기
판금 스탬핑 부품은 주로 탄소강, 스테인리스 강, 냉간 압연 강판, 알루미늄 합금, 구리 합금, 아연 도금 강판, 티타늄 합금 등 다양한 금속 판재에 적합한 다양한 산업 분야에서 널리 사용됩니다. 판금 스탬핑은 가공 중에 재료의 특성을 변경하지 않습니다. 재료는 압력을 통해 다양한 모양, 크기 및 특성의 제품으로 변경되며 저비용, 고효율 및 균일성으로 대규모 판금 부품 제조에 매우 적합합니다. 성별 및 기타 특성.
더 알아보기
프레싱이라고도 하는 스탬핑은 평평한 판금을 코일 또는 블랭크 형태로 스탬핑 프레스에 넣는 것을 포함합니다. 프레스에서 도구와 다이 표면은 금속을 원하는 모양으로 형성합니다. 펀칭, 블랭킹, 벤딩, 코이닝, 엠보싱 및 플랜징은 모두 금속을 성형하는 데 사용되는 스탬핑 기술입니다.
더 알아보기
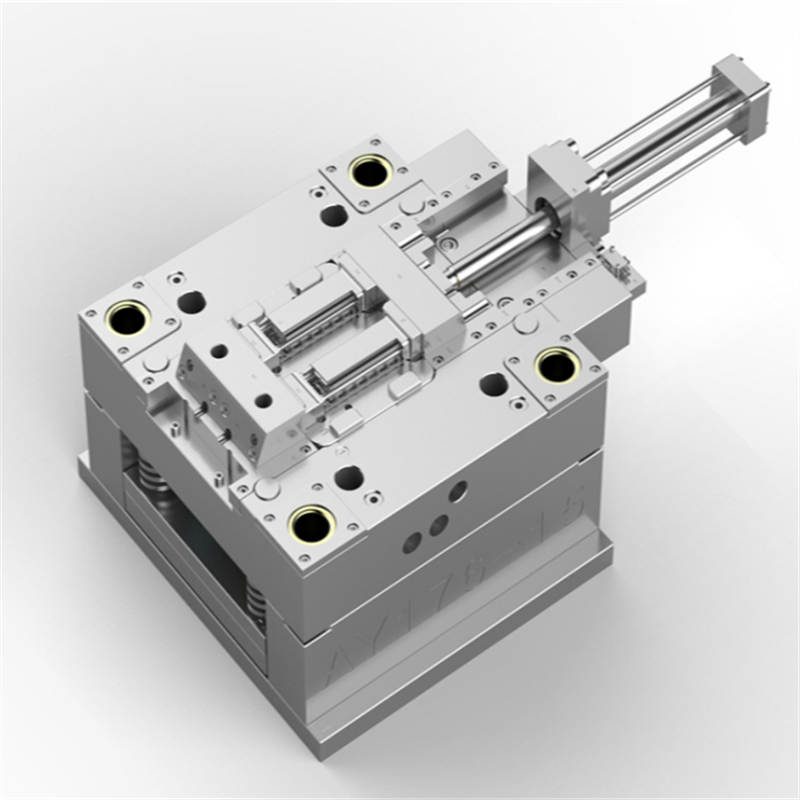
판금을 유용한 부품이나 부품으로 바꾸는 과정을 판금 스탬핑이라고 합니다. 금속은 다이라고도 하는 스탬핑 도구가 원하는 모양을 만드는 프레스에 공급됩니다. 다이는 엄청난 힘으로 금속 속으로 또는 금속을 통해 압입됩니다. 공정에 사용되는 힘은 톤 단위로 측정됩니다.
더 알아보기
정밀 스탬핑 부품은 주로 기기 및 미터 부품, IT 부품, 음향 및 카메라 부품, 현대 사무용 부품 및 일상적인 하드웨어를 포함하여 널리 사용됩니다. 이러한 제품은 일반적으로 분야마다 다른 기능을 가지고 있습니다. 일반적으로 원료의 두께는 0.05mm에서 3.0mm로 가공됩니다. 원재료는 베릴륨 구리(열처리 필요), 인광 구리, 구리, 황동, 스테인리스강, 철, 알루미늄 등입니다. 다양한 기계적 기능을 수행하기 위해 스탬핑 제품은 표면 처리를 수행할 수 있습니다. 예: 전기 도금, 아노다이징, 패시베이션, 열처리 등.
더 알아보기
히트 메탈 스탬핑 부품은 스탬핑을 통해 가공된 금속 부품입니다. 이것은 판금을 내구성 있는 스탬핑 부품으로 변형시켰습니다. 이 과정에서 원하는 모양에 따라 판금이 형성됩니다. 그러나 판금 스탬핑은 냉간 성형 기술로 이루어집니다. 다른 판금 제조와 달리 열을 사용하지 않더라도 부품은 다이와 금속 사이에 발생하는 마찰로 인해 뜨거워 보일 수 있습니다. 또한 스테인리스 스틸, 알루미늄, 티타늄, 황동, 구리, 저/고탄소강 및 니켈 합금과 같은 재료를 사용했습니다. 모두 생산이 시작되기 전에 엄격하게 검사됩니다.
더 알아보기
금속 스탬핑은 다이와 스탬핑 프레스를 사용하여 판금을 다른 모양으로 변형시키는 냉간 성형 공정입니다. 일반적으로 블랭크라고 하는 편평한 판금 조각은 금속을 새로운 모양으로 성형하기 위해 도구와 다이 표면을 사용하는 판금 스탬핑 프레스에 공급됩니다. 스탬핑 서비스를 제공하는 생산 시설 및 금속 가공업체는 다이 섹션 사이에 스탬핑할 재료를 배치합니다. 여기서 압력을 사용하면 제품 또는 구성 요소에 대해 원하는 최종 모양으로 재료를 성형하고 전단합니다.
더 알아보기
판금 스탬핑은 동일한 금속 부품을 대량 생산하는 저비용 고속 제조 공정으로 차량, 장비, 전자 제품, 가전 제품, 도구 등과 같은 많은 산업 응용 분야에 중요한 역할을 합니다. 예를 들어, 판금 스탬핑은 기계 산업을 위한 많은 수의 도매 기계 부품을 제공합니다.
더 알아보기
판금 스탬핑 부품은 스탬핑을 통해 가공된 금속 부품입니다. 이것은 판금을 내구성 있는 스탬핑 부품으로 변형시켰습니다. 이 과정에서 원하는 모양에 따라 판금이 형성됩니다. 스탬핑 부품 요구 사항의 경우 판금 스탬핑 부품의 전체 라인은 하드웨어, 의료 산업, 자동차, 재생 에너지, 주거 개선, 산업, 항공 우주, 그리고 더 많은 산업.
더 알아보기
스탬핑은 두 금형 사이에 특정 금속을 압축하는 것으로 구성됩니다. 스탬핑에는 프로그레시브 스탬핑과 타악기 인쇄의 두 가지 유형이 있습니다. 시트 스탬핑 금속은 가전 제품, 통신, 자동차, 하드웨어, 산업 기계, 가정용 가구 및 가구, 전기 부품 등 다양한 분야의 부품을 얻습니다.
더 알아보기
스탬핑 메탈은 평평한 금속을 다양한 모양으로 변형시키는 공정입니다. 생산 방법은 높은 정밀도, 효율성, 비용 효율성, 엄격한 공차 등의 이점이 있습니다. Papler Industry는 고객에게 금속 스탬핑 부품의 크기, 복잡성 및 부피에 따라 맞춤형 솔루션을 제공합니다.
더 알아보기
연료 공급 시스템에서 에어백 구성 요소에 이르기까지 스탬핑 금속 부품은 자동차의 거의 모든 시스템에서 찾을 수 있습니다. 자동차 산업에서 이러한 이질적인 스탬핑 금속 부품을 통합하는 것은 Papler Industry Co.,Ltd와 같은 금속 스탬핑 전문가만이 보장할 수 있는 품질에 대한 초점입니다.
더 알아보기
알루미늄 스탬핑은 차량 중량 감소와 관련된 까다로운 요구 사항을 충족하기 위해 수행됩니다. 이 기술은 연료 소비에 미치는 영향과 이산화탄소 배출의 유해한 온실 효과를 해결하는 데 효과적입니다.
더 알아보기
고정밀 금속 스탬핑은 스탬핑 프레스에 설치된 맞춤형 도구와 다이 세트를 활용하여 판금을 원하는 부품으로 바꾸는 제조 공정입니다. 고정밀, 정확성 및 속도로 대량의 부품 및 제품을 만들기 위해 광범위한 산업 분야에서 사용됩니다.
더 알아보기
판금 스탬핑은 자동차 산업에서 연료 효율성에 대한 증가하는 수요를 충족하는 실용적이고 효과적인 방법입니다. 판금 스탬핑은 도어, 후드 및 트렁크 뚜껑을 포함하여 자동차 차체의 많은 부분을 제조하는 데 사용할 수 있습니다. 판금 스탬핑 차량이 연비 기준을 충족하는 데 도움이 되는 강력한 자동차 차체 부품을 가공합니다.
더 알아보기
Papler Industry Co., Ltd 정밀 금속 스탬핑의 광범위한 기능을 통해 종종 고객 금속 스탬핑 요구 사항에 대한 혁신적인 솔루션을 제공할 수 있습니다. 우리는 일상적으로 가장 까다로운 응용 분야에 대해 일관된 제품을 제공합니다. 고객은 매우 엄격한 공차, 복잡한 부품 형상, 특수 재료 및 인다이 어셈블리 작업을 갖춘 마이크로 스탬핑 제품을 제공하기 위해 당사에 의존합니다.
더 알아보기
Papler Industry Co., Ltd 맞춤형 판금 스탬핑 서비스는 고객이 지정한 부품을 생산하기 위해 금속 스탬핑 다이 및 기술을 제공합니다. Papler Industry Co., Ltd는 대량 생산 요구 사항을 충족하고 모든 부품이 정확한 사양을 충족하도록 맞춤형 스탬핑 다이를 사용하는 광범위한 산업 및 응용 부품 및 구성 요소를 제공할 수 있습니다.
더 알아보기
판금 스탬핑은 다이와 스탬핑 프레스 기계를 사용하여 판금을 다양한 형태로 성형하는 냉간 성형 공정입니다. 일반적으로 블랭크라고 하는 편평한 판금 조각은 도구를 사용하는 판금 스탬핑 프레스에 공급되고 금속을 새로운 모양으로 변환하기 위해 표면을 다이합니다. 재료는 다이 섹션 사이에 스탬핑되도록 배치되며, 여기에서 압력을 사용하면 제품 또는 구성 요소에 대해 원하는 최종 모양으로 재료가 형성되고 전단됩니다.
더 알아보기
금속 스탬핑은 재료의 코일 또는 평평한 시트가 특정 모양으로 형성되는 제조 공정입니다. 스탬핑은 몇 가지만 언급하자면 블랭킹, 펀칭, 엠보싱 및 프로그레시브 다이 스탬핑과 같은 여러 성형 기술을 포함합니다. 부품은 부품의 복잡성에 따라 이러한 기술을 조합하거나 독립적으로 사용합니다.
더 알아보기
정밀 금속 스탬핑은 다이와 스탬핑 프레스를 사용하여 판금을 다른 모양으로 변형시키는 냉간 성형 공정입니다. 일반적으로 블랭크라고 하는 편평한 판금 조각은 금속을 새로운 모양으로 성형하기 위해 도구와 다이 표면을 사용하는 판금 스탬핑 프레스에 공급됩니다. 스탬핑 서비스를 제공하는 생산 시설 및 금속 가공업체는 다이 섹션 사이에 스탬핑할 재료를 배치합니다. 여기서 압력을 사용하면 제품 또는 구성 요소에 대해 원하는 최종 모양으로 재료를 성형하고 전단합니다.
더 알아보기
금속 스탬핑은 평평한 금속 시트를 특정 모양으로 변환하는 데 사용되는 제조 공정입니다. 블랭킹, 펀칭, 벤딩 및 피어싱, 단기 금속 스탬핑, 정밀 스탬핑, 프로그레시브 금속 스탬핑 등 다양한 금속 성형 기술을 포함할 수 있는 복잡한 공정입니다.
더 알아보기
흔히 심이라고 하는 금속 스탬핑 심 와셔는 여러 응용 분야에서 매우 정밀한 스페이서를 만들기 위해 나사 머리 아래에 쌓이도록 설계된 얇은 와셔입니다. 그들은 일반적으로 표면이 수평인지 확인하거나 메커니즘 내에서 재생하기 위해 과도한 공간을 제거하고 다양한 판금 부품에 집중하는 데 사용됩니다.
더 알아보기
프레싱이라고도 하는 스탬핑은 평평한 판금을 코일 또는 블랭크 형태로 스탬핑 프레스에 넣는 작업을 포함합니다. 프레스에서 도구와 다이 표면은 금속을 원하는 모양으로 형성합니다. 펀칭, 블랭킹, 벤딩, 코이닝, 엠보싱 및 플랜징은 모두 금속을 성형하는 데 사용되는 스탬핑 기술입니다.
더 알아보기
금속 스탬핑은 판금 부품을 스탬핑하는 특정 모양으로 평평한 금속 시트를 변환하는 데 사용되는 제조 공정입니다. 블랭킹, 펀칭, 벤딩 및 피어싱과 같은 다양한 금속 성형 기술을 포함할 수 있는 복잡한 프로세스입니다.
더 알아보기
판금 인클로저는 다른 품목이나 장비를 보관하거나 보호하도록 설계되었으며, 모두 올바르게 제조하려면 정밀 판금 제작자의 전문 지식이 필요합니다. 이는 특히 의료, 에너지, 식품 서비스, 군사 또는 항공 우주와 같이 규제가 엄격한 산업에서 사용하도록 의도된 인클로저에 해당됩니다.
더 알아보기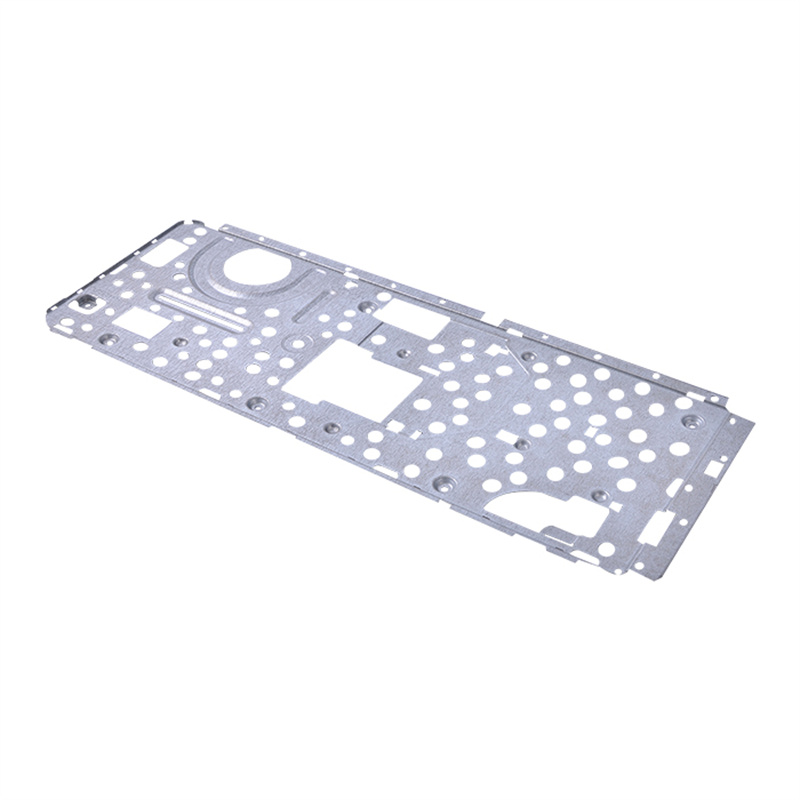
금속 스탬핑의 선두주자인 당사의 맞춤형 스탬핑 금속 부품은 다양한 부품을 생산합니다. 고객은 당사의 전문 설계 및 개발 서비스에 의존합니다. 간단한 것부터 복잡한 것까지 모든 크기의 다양한 금속 구성 요소를 만듭니다. 시제품 개발부터 대량 생산에 이르기까지 전 과정에 걸쳐 고객에게 서비스와 지원을 제공합니다. 당사는 최대 5천만 개의 부품 주문을 처리할 수 있는 능력을 갖추고 있습니다.
더 알아보기
금속 스탬핑은 재료의 코일 또는 평평한 시트가 특정 모양으로 형성되는 제조 공정입니다. 스탬핑은 몇 가지만 언급하자면 블랭킹, 펀칭, 엠보싱 및 딥 드로우 메탈 스탬핑과 같은 여러 성형 기술을 포함합니다.
더 알아보기
금속 스탬핑 부품은 자동차 도어 패널 및 기어에서 전화 및 컴퓨터에 사용되는 소형 전기 부품에 이르기까지 다양한 복잡한 부품을 대량 생산하는 탁월한 방법입니다. 스탬핑 프로세스는 자동차, 산업, 조명, 의료 및 기타 산업에서 많이 채택됩니다.
더 알아보기 문의하기
문의하기 주소 : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
주소 : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 이메일 : roger@ppl2009.com
이메일 : roger@ppl2009.com

























 IPv6 네트워크 지원
IPv6 네트워크 지원